MULTI-STATION MOLDS: TRANSFER MOLDS
For Two Shot Molding, a multi-shot mold is needed. There are several types of multi-shot molding available, such as over-molds, core-back, and multi-station molds. The right mold selection depends on part geometry, volume, quality, and molder capacity/capability.
In a transfer injection process, a plastic insert is molded in one cavity and then transferred to a different cavity to be over-molded by the second polymer filling. The cavity of the second shot is defined by the surfaces of the insert, as well as the tool. The two materials can be mechanically, thermally, or chemically bound together, or bound by a combination of those processes. The mold requires insulation between the heated LSR and cooled thermoplastic cavities, due to the respective processing temperature of each.
Normally the insert is transferred from a lower to an upper part of the mold or vice versa. The transferring process can be done manually, or it can be achieved automatically by robots. With automated transferring, the cycle time is decreased while placement precision is increased. The use of a robot system is recommended when other functionalities, like automatic trimming, quality control, etc. are needed.
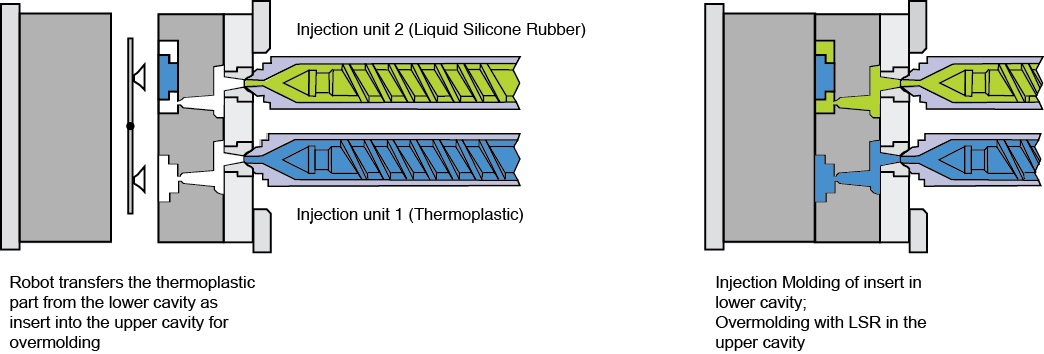
Fig. 1: Multi-Station Rotational Mold
In addition, over-molding allows the LSR to be injected directly to critical function zones on the part. The reduction in material used for the part increases the cost effectiveness of the part and decreases cycle time. The process also eliminates the additional assembly that may have been required.
Following the trend of this emerging technology and assuring its position as leader in the Two Shot Molding industry, SIMTEC Silicone Parts added two additional 250 ton machines in the first half of 2011.
Another multi-station injection mold is a rotating mold. Find out more about rotating mold presses!
Additional information can be found in our “Tech Info” section.
[1] Schmachtenberg, E. and Johannaber, F., 2007, “Montagespritzgießen – Verfahrensprinzipien und Definition,” Technical Conference Montagespritzgießen, Institute of Polymer Technology, Erlangen, Germany, p. 1-18
[2] Schmachtenberg, E., Schuck, M., and Kuehnert, I., 2007, “Forming and Assembly in One Process,” Kunststoffe International, p. 8-13
[3] Kazmer, D.O., 2007, Injection Mold Design Engineering, Hanser Publishers, Munich
At SIMTEC Silicone Parts, a leading company in manufacturing high precision parts and components, we are exclusively focused and specialized in the production of LSR and 2-Shot (LSR/Thermoplastic) components.
© SIMTEC Silicone Parts, LLC
The information provided herein is to the best of our knowledge and it is believed accurate and reliable as of the date compiled. No representation, warranty or guarantee expressed or implied, is made as to the accuracy, reliability or completeness of the information provided herein. It is the user’s responsibility to determine the suitability and completeness of such information for the intended use. We do not accept liability for any loss or damage that may occur from the use of this information. Nothing herein shall be construed as a recommendation for uses which infringe valid patents or as extending a license under valid patents.