Injection molding is the most common technique for the mass production of simple or complex Liquid Silicone Rubber (LSR) products with high dimensional tolerances. Knowing the behavior of the LSR before processing begins, will increase the productivity and quality of the final product and help to reduce costs. The characterization of the material employed and the simulation when processing the material will provide important information regarding characteristic behavior of the Liquid Silicone Rubber.
IMPORTANT VARIABLES IN THE INJECTION MOLDING PROCESS
The most important variables in the Injection molding process are temperature and pressure, and both of these variables will have a definite effect on the behavior of the LSR. It is a well-known that when processing LSRs, an increase in temperature will cause a decrease in its viscosity until the curing reaction begins. However the effect of pressure, in response to the inherent low viscosity of the Liquid Silicone Rubbers (in comparison with traditional polymers), is normally unknown or simply underestimated. Increasing the pressure (within the range used in injection molding), the material is compressed and the free volume is decreased due to a higher interaction between molecules. For reactive polymers, like Liquid Silicone Rubber, this this will result in an acceleration in the curing reaction. Therefore when injection molding LSR, it is essential to be even more careful when determining the processing conditions.
STEPS IN THE INJECTION MOLDING PROCESS
In terms of the temperature and pressure in the injection molding, the process is divided into six steps.
- Metering: At room temperature, the two parts which normally form the Liquid Silicone Rubber are pumped into the injection screw where they will be mixed. The pressure is approximately 150 to 220 bar, but it can be considered negligible because the mixing has not yet occurred [1].
- Mixing: This step occurs in the beginning of the process when using LSR injection molding machines. Similar to conventional rubber injection machines, the purpose is to regulate the temperature to improve the mixing of the components of the material. The pressure is between 30 and 70 bar, and the temperatures are also low, between 40 and 80 °C.
- Dispensing: At the end of the injection molding screw, there is a check valve. There, the material is stored for a while and the injection pressure is generated. This is a critical step in the process because due to the lack of control in the shear stress and temperature, it can cause unanticipated curing (also called scorch) of the LSR.
- Injection: Next, the material is injected into the mold, the injection velocity is transformed into shear stress causing a decrease in the viscosity and increase in the temperature of the material. The heat conduction and convection also lead to an increase in the temperature. The amount of injection pressure depends on the geometry of the final part and the runner system of the mold. The pressure range used for Liquid Silicone Rubber (LSR) is between 100 and 1000 bar, and the injection time is between 0.5 and 3.0 seconds to avoid premature curing [2] of the material before the cavity is completely filled.
- Curing: Inside the cavity, the temperature is higher than the curing temperature, and the pressure increases gradually due to the expansion caused by the curing.
- Holding and Packing: To offset the shrinkage caused by the cooling, a holding pressure (also called back pressure) is used. The pressure is only a fraction of the injection molding pressure (between 5 and 30 bar) for a duration of between 1 to 6 seconds.
Figure 1 depicts the change in the pressure during the injection, curing and holding, and packing stages. Note, the injection pressure is achieved and overcome during the curing and holding step.
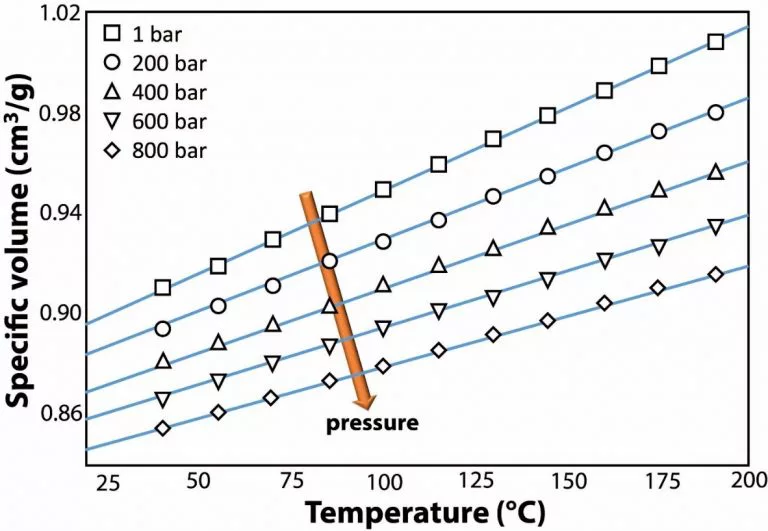
Figure 1. Pressure profile during the injection and curing steps
PRESSURE-SPECIFIC, VOLUME-TEMPERATURE BEHAVIOR
As shown, during processing the silicone rubber is subjected to different pressure and temperature conditions, and the dependence of the silicone behavior on those parameters must be perfectly understood to minimize problems during the production and the quality of the final product, and defects such as shrinkage, warpage and sink marks can be avoided. The pressure-specific volume-temperature behavior, shown in a PvT Diagram, has been studied extensively; it was implemented initially as a tool to determine the correct processing and is currently a part of simulation software [3]. These diagrams illustrate the change in the specific volume as a function of temperature and pressure.
Figure 2 shows a PvT Diagram for a standard Liquid Silicone Rubber. For each temperature condition, the specific volume increases linearly with temperature, and reduces with increases in the pressure. Also, the injection molding process explained previously is superimposed onto the PvT Diagram.
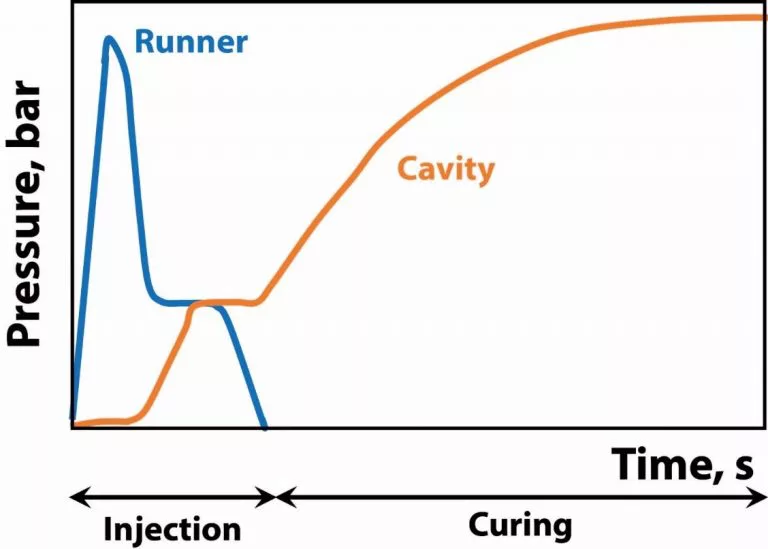
Figure 2. PvT Diagram of standard Liquid Silicone Rubber
In Figure 2, the injection molding process, explained previously, is superimposed onto the PvT Diagram for further explanation of the injection, curing and holding, and packing steps. The injection step occurs between points (1) and (2) where the temperature and pressure increases. When the injection finishes, the pressure drops to almost environmental pressure (Point 2). Due to the temperature inside the cavity and the curing, there is an expansion until the cavity is filled completely (Point 3). It is here that the hold and packing stage starts and continues until a high-enough degree of curing is achieved and the part can be ejected (Point 4). When the mold is opened, the pressure decreases immediately to environmental pressure (Point 5). After that, the part is cooled down to ambient temperature [4].
The curing behavior of the LSR compound during injection molding is controlled more by temperature than by pressure. As previously mentioned, the temperature of the Liquid Silicone Rubber (LSR) is controlled in the injection molding machine to prevent the anticipated curing. In the mold, the curing reaction must start in the cavity not in the runner system, so an analysis should be done to estimate when scorching may start. This analysis can be done easily, by calculating the time required to heat up the LSR using the following equation, and employing the curing behavior analysis for the specific Liquid Silicone Rubber
The PvT Diagram describes the dependence of the specific volume of the silicone rubber on temperature and pressure. The knowledge of those properties is crucial for the injection molding process. It can be used in the simulation of the curing behavior, and can be applied to control the process and avoid residual stresses, undesirable shrinkage in the final parts, and fluctuations in product quality. It also helps to optimize the processing variables.
References
- mddionline.com
- dowcorning.com
- Rotraud, F., Pérez Gil, J.A., Reinhard, F. pvT-behavior of Polymers under Processing Conditions and Implementation in the Process Simulation. Materials Science Forum. Vol. 825-826, 677-684, 2015.
- Haberstroh, E., Michaeli, W., Henze, E. Simulation of the Filling and Curing Phase in Injection of Liquid Silicone Rubber (LSR). Journal of Reinforced Plastics and Composites, Vol. 21, No. 5, 461-471, 2002.