A challenge in today’s industry is to create high-performance products with few components. The best solution is to design parts made with multiple materials in a single process.
LIQUID SILICONE RUBBER AND THERMOPLASTIC DOUBLE INJECTION
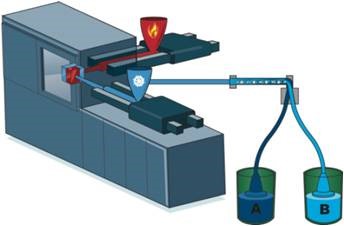
The use of thermoplastics and silicone together has created products in consumer electronics, medical devices, and industrial/defense assemblies. The double injection is the most commonly used process to produce the parts and it is defined as a two shot injection in which the soft silicone is placed as a cover or is used in combination with a thermo-plastic. The first injection places the thermoplastic material around an insert – a shaft of a surgical tool, for example. After that, the silicone rubber is injected, which requires a high heat of cure.
The first critical property in this process is that the thermoplastic material must be able to withstand temperatures of 300°F or more.
The polymers that can handle that are: polycarbonate, polyester, polyamide, poly-ethertherketone, and acrylo-nitrile-butadiene-styrene. This process decreases the costs of the parts, improves its performance, increases bond strength between the components, and allows the freedom to design without assembly. In contrast to thermoplastic co-injection, the molding between silicone rubber and thermoplastic is difficult because of the compatibility between materials. For this reason, it is necessary to understand the superficial behavior of each material and try to match both materials or, if it is impossible, to change the matrix (thermoplastic material) or modify the superficial properties through the use of chemical primers, plasma or UV treatments.
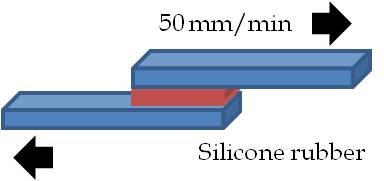
The compatibility between materials can be evaluated using the adhesive strength test method. The silicone rubber is injected in a special mold (thickness of 2 mm and contact area of 2.5 cm2) that is in contact with a specific thermoplastic. After that, a shear strength test is performed using a velocity of 50 mm/min. The higher the strength value the better the adhesion between materials.
Nowadays, silicone rubber suppliers have presented “primerless” or “self-adhesive” grades that bond well in thermoplastics.
CONDITIONS OF DESIGN
Other options to improve the bonding (covalent bond strength) between materials are to: use material interlocks which permit the material flow and provides a large area to join the material flows, identify the best position for gates (thicker sections for thermoplastics), optimize the wall thickness, inject the silicone when the thermoplastic is still hot, and avoid the release agents in thermoplastics.
The shrinkage of the materials is another critical factor during the double injection. The thermoplastics shrink from 2% to 5% and the silicone from about 2% to 3%, so both must be taken into account. Additionally, the process variables, such as mold temperature, cavity pressure, curing time and the pattern flow affect the shrinkage too.
We encourage you to visit our website SIMTEC-Silicone.com to learn more about our industry-specific applications and benefits of LSR!