Green Manufacturing (GM) can be defined as “manufacturing methods that support and sustain a renewable way of producing products and/or services that do not harm to the environment” [1]. When the social and technological aspects of design, the reduction of environmental and health risks, worker protection and the use of the products are also included, we are talking about Environmentally Conscious Design and Manufacturing (ECD&M) [2]. It may sound simple in words but the implementation of this methodology in a company requires the organization of production operations, management functions and personnel to facilitate the minimization of technical efforts and wastes [3].
In addition to that, it is necessary to decrease as much as possible the new product development time. The answer for that, normally, is Rapid Tooling (RT). This can be considered as an extension of Rapid Prototyping (RP). The difference with the latter is that the product (in this case, a mold) must meet the needs of a final product with the required properties. RT can be direct or indirect; in direct RT, the production of the mold does not require a pattern, which is an advantage for part accuracy, and indirect RT needs a pattern [4]. Indirect RT uses soft materials such as epoxy with aluminum particles, low melting point metals and, our interest, silicone rubber. The properties of silicone rubber are sufficient to replace conventional steel tooling, decreasing the manufacturing costs and time, and silicone rubber molds can be used to fabricate even complex geometries.
Although indirect RT commonly employs room temperature vulcanizing (RTV) silicone rubber, liquid silicone rubber is being used more and more due to its lower viscosity, giving it the possibility to generate complex molds [5]. In general, the steps to create a silicone rubber mold employing GM technology are:
STEP NO. 1 – CREATE THE MASTER PATTERN
It is usually made with one of the most popular Rapid Prototyping techniques: 3D printing (3DP), stereolitography (SLA), or laser sintering (SLS). First, the pattern is designed using three-dimensional computer aided design (CAD). Then, the CAD model is modified in a special software to slice it in layers and generate many 2D drawings. The pattern is then manufactured with the selected technology. The surface of the pattern must be improved because silicone rubber will reproduce it perfectly [5]. A special condition that the material used to generate the pattern must have is enough surface tension to allow wetting of the surface when the mold is manufactured.
STEP NO. 2 – CASTING OF THE SILICONE
The first sub-step is the selection of the appropriate silicone rubber for the mold. It must have toughness at high temperature, high service temperature (which is a common property in all silicone materials), high compression resistance, and high values in dynamic mechanical properties (creep and relaxation) and tensile fatigue behavior. A study on the stress-strain and isochronous curves is necessary to confirm the material selection [6]. The calculation of the weight of the silicone and catalyst can be prepared exactly before mixing. The amount of silicone rubber is calculated with the final volume of the silicone mold and the density of the chosen silicone rubber. Here, GM suggests the use of cured silicone rubber (recycling of silicone rubber from previous projects, for example) as “reinforcement”, this will decrease the use of virgin silicone. The pattern and the cured silicone are placed inside the mold box, and the ideal layout of the cured silicone is as uniform as possible in the box area. The silicone rubber is mixed with the catalyst and poured into the box. This should be done carefully to avoid the movement of the cured silicone or the pattern. The cure starts, and the total time will depend on the thickness of the mold. This sub-step is the most critical for GM, and the curing process should be as fast as possible but without interfering with the final properties of the mold. Unlike other types of mold manufacturing, the partition line is generated later because it is created at the time of cutting and demolding the pattern. It can be done carefully and does not need a symmetrical separation. The mold box can help to determine the partition according to the mold design conditions for thermoplastics. Figure 1 present a depiction of the green manufacture of a silicone rubber mold. The advantage to the use of soft materials in the mold is that negative undercuts can be included without problems, due to flexibility of the material [5]. The disadvantage is the mold life limitation, which restricts the number of pieces to small batches [5].
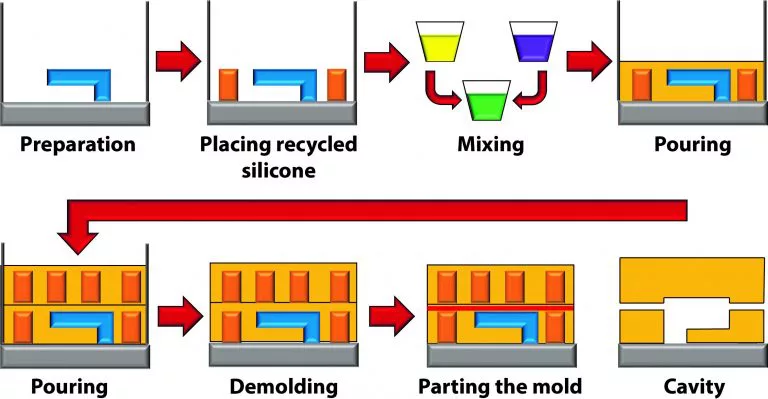
Figure 1. Schematic illustration of the fabrication of a silicone rubber mold using GM methodology [3]
STEP NO. 3 – INJECTION OF THE PARTS
The products that can be injected in the silicone rubber molds must have melting or processing temperatures lower than the higher service temperature of the silicone. The higher the temperature of the part material, the lower the mold lifetime. In general, thermoplastics, thermosets, metal with low melting temperatures and also other silicone rubber (cured at room temperature, for example) are processed in this kind of mold. The conditions to inject the material are also an issue. Higher pressures can break the mold and lower pressures can prevent the complete filling of the cavity, so the processing parameters can be calculated using different CAE softwares. Due to the low stability properties in comparison with the standard steels used in the manufacturing of molds, a continuous automatic process has not yet been developed. But, in literature some studies [7,8] employed silicone rubber reinforced with fiber glass to improve the stability properties, which can increase the number of parts that can be produced and the lifetime of the mold.
References
1. Kuo, C.-C., Lin, Z.-Y., Tsai, W.-L. Technical development on rapid green silicone rubber mold. Applied Mechanics and Materials, Vol. 110-116, 2201-2205, 2012.
2. Paul, I.D., Bhole, G.P., Chaudhari, J.R. A review on Green Manufacturing: Its importance, methodology and its application. Procedia Materials Science, Vol. 6, 1644-1649, 2014.
3. www.creativeclass.com
4. www.additivemanufacturing.media
5. wohlerassociates.com
6. Malek, P., Walczyk, D. Silicone rubber properties during consolidation/curing of advanced composites using specialized elastomeric tooling. Journal of Manufacturing Science and Engineering, Vol. 138, 021002-2, 2016.
7. Zhou, W.-Y., Qi, S.-H., Zhao, H.-Z., Liu, N.-L. Thermally conductive silicone rubber reinforced with boron nitride particle. Polymer Composite, Vol. 28, No. 1, 23-28, 2007.
8. Kuo, C.-C. Development of green rapid tooling technologies. Indian Journal of Engineering and Materials Sciences, Vol. 20, 245-251, 2013.